找到10项技术成果数据。
找技术 >
提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。

一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
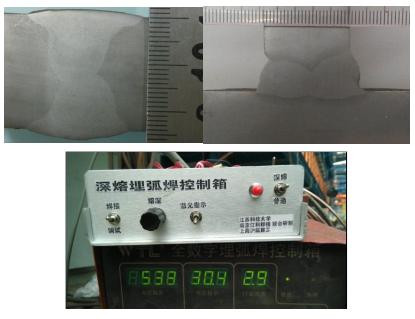
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无

一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。




找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。
找到10项技术成果数据。
找技术 >提高容器制造中埋弧焊质量和效率的研究
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果研制了焊缝高低方向的自动跟踪和焊缝左右方向的半自动跟踪装置,成功地解决了自动焊接时的焊偏问题,提高了焊接质量和效率,根据生产的实际使用情况,左右使用半自动跟踪,利用手动遥控盒来进行控制,证明是一种行之有效的方法。另外,通过对电源的局部改装,并加上单片机装置实现规范调节的计算机控制及焊接工艺参数的一元化调节、采集、显示和打印,这在国内外都属先进技术,目前国内外的埋弧焊设备大多数仍然是工艺参数分别调节,不利于焊工操作和获得优化组合的焊接规范。
一种9Ni低温钢埋弧焊焊接用焊丝和焊剂及其应用
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
该项目主要是针对目前广泛应用于LNG低温储罐的9Ni低温钢的焊接过程中所需的焊接材料:焊丝、焊剂等。 本项目产品填补国内空白,性能优于进口产品。与国外产品对比,应用该产品可将焊接接头焊缝金属的屈服强度从420~460MPa提高到560~620MPa水平。同时,将-196℃的冲击吸收功从115~135J提高到158~160J。 总体而言,应用本项目产品所得的焊缝具有高强度、高低温韧性以及高焊接效率。焊接接头的力学性能、生产成本均优于国外产品。
一种免清根的对接板埋弧焊方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及钢板平对接焊领域,特指一种14-35mm的中厚板的免清根的对接板埋弧焊方法。本发明设计少焊道的坡口,按要求定位焊后,采用超低频率脉冲埋弧焊的方法,对电流、电压和送丝速度进行控制,配合特定工艺参数和技术参数,实现10-25mm板厚范围内的I形坡口对接板免清根埋弧焊,25mm以上板厚的大钝边(15-18mm)免清根焊接,实现了在这个板厚范围内的正反各一道,自动埋弧焊工艺。本发明焊接电流和焊接电压的脉冲参数,结合送丝电机的变速送丝,使电弧直接作用于熔池底部金属,并加大熔池金属的对流作用,利于杂质的析出,保证焊缝根部的成型。本发明同样有利于减小焊接热输入,提高了焊接质量,减小了焊接变形。
一种用于埋弧焊的轨道
成熟度:正在研发
技术类型:实用新型
应用行业:制造业
技术简介
本实用新型公开了一种用于埋弧焊的轨道,包括轨道底板、磁性固定组件、锁紧结构、定位装置、定位孔、连接销、连接销孔、轨道导轨和锁紧孔,实现单根轨道与焊缝之间距离的快速确定,且利于调整;采用永磁固定组件,安装于轨道主体上,实现轨道固定于钢板之上,减小小车运行中对轨道位置的干扰;采用锁紧结构,安装于轨道一端,可以与另一根轨道的锁紧孔相配合,使轨道的连接紧密,并于轨道两端插销定位,实现两轨道之间的紧密连接快速拆卸。本实用新型在不增加轨道重量的情况下,解决了现有轨道在定位慢、定位不精确、轨道不抗干扰等方面的问题。
X100管线钢埋弧焊用高焊速烧结焊剂及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种X100管线钢埋弧焊用高焊速烧结焊剂,由以下组分组成:19%~25%的CaF2,25%~29%的MgO,5%~8%的CaO,21%~25%的Al2O3,4%~8%的MnO,1%~2.5%的SiFe,1.5%~3%的ZrO2,余量为SiO2,以上各组份的质量百分比总和为100%。由各矿石粉携带加入的SiO2,采用烧结法制得焊剂材料与相匹配的焊丝在大线能量和高焊速(1.8m/min)下使用时,焊接工艺性优良,焊接接头具有高的低温冲击韧性,较好的焊缝强度及较好的脱S、P能力及过渡合金的作用等性能,焊缝强度及韧性完全能与高等级管线钢的基材匹配,适用于ReL≥610MPa及以上强度级别管线钢的焊接。
深熔埋弧焊装备与免清根焊接应用技术
成熟度:通过小试
技术类型:-
应用行业:制造业
技术简介
深熔埋弧焊装备与免清根焊接应用技术。 成果简介 大型金属结构件制造常用中厚板对接与T型角接,本项目技术开发了独特的脉动埋弧控制与成形技术,实现了深熔与免清根的高效焊接制造工艺。本项目最大特点是无论对接或T形接头,对熔透焊接过程中都无需用碳弧气刨来清根,实现绿色高效焊接新工艺。 技术指标 1.适于常用黑色金属材料的对接、T型连接; 2. 板厚10-40mm; 3. 焊接效率是常规埋弧焊技术的5-6倍; 4. 焊接材料是常规埋弧焊的1/3。 应用范围领域 该设备可广泛应用于船舶、石油化工、压力容器等金属结构件制造与维修领域。
视频摄像传感器埋弧焊焊缝自动跟踪系统
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:一、系统特点 系统采用视频摄像头作传感器,输出为标准的PAL制视频信号,具有价格低廉、工作稳定可靠、灵敏度高、信息量大,易维护等特点。采用模拟、数字电路将视频信号进行放大、整形、滤波,用单片机进行数据分析及二值化处理,数据处理速度快、精度高,在软件方面采用了软件滤波及焊瘤、内焊焊穿等干扰识别,系统跟踪精度高(±0.2mm),可对埋弧焊焊缝进行实时更踪纠偏。已得到螺焊管实际生产企业的认可。 二、主要技术参数: 1.电源电压:220V/50Hz,电流小于3安培; 2.摄像头检测范围:实时检测焊丝前方100mm处35×50 mm2(可变)范围内的焊缝; 3.纠偏精度:±0.2mm; 4.响应速度: 50ms/0.1mm(与焊头调整机构电机转速及减速比有关); 5.适用焊接速度:0~1.5m/min; 6.偏差显示:两位数码显示及纠偏方向的发光二极管显示; 7.控制方式:自动实时纠偏/手动纠偏。技术的应用领域前景分析:适用范围:可用于采用埋弧焊焊接方法的螺焊管生产企业、锅炉、造船等需要对焊缝进行跟踪纠偏的生产单位。在螺焊管生产线上的应用。效益分析:随着应用范围的扩大,效用辐射面扩大,必定产生良好经济效益。厂房条件建议:无备注:无
一种双金属复合板埋弧焊工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该项目是中石化石油机械股份有限公司2015年度科研项目计划,项目编号JXGS15-013。 按照高韧、等强、耐蚀匹配的原则,通过焊材匹配试验确定复合板基层及耐蚀层焊丝、焊剂;根据双面埋弧自动焊焊接坡口尺寸与埋弧自动焊焊丝熔敷量、焊缝截面积、焊缝熔深关系设计复合钢板坡口型式,通过试验确定适合复合板的焊接坡口尺寸及焊接工艺参数。 该技术项目是在不改造现有直缝埋弧焊管生产装备的前提下研制出的耐酸蚀双金属复合钢管用板的埋弧焊工艺。焊接工艺高效实用,生产工序简单、没有过渡层、生产效率高,焊接接头力学和耐腐蚀性能稳定,在国内双金属复合板的焊接工艺中具有领先水平。 该项发明技术成熟,工艺性能稳定,适用于耐酸蚀双金属复合板的焊接。耐酸蚀双金属复合板的埋弧焊工艺研究是耐酸蚀双金属复合钢管制造的基础性工艺研究,将在管厂今后的耐酸蚀双金属复合管开发中得到应用。
一种椭圆截面筒体环缝的埋弧焊装置
成熟度:-
技术类型:-
应用行业:制造业
技术简介
本实用新型公开了一种椭圆截面筒体环缝的埋弧焊装置,属于焊接领域。 包括两节圆柱筒节,其待焊接端面呈椭圆形,两者焊接后成非180°夹角筒体。 还包括滚轮架,放置于所述滚轮架上可由滚轮架带动绕其中心轴自转的两圆环工装。 两工装内分别固定一节所述筒节,且两工装中心轴与筒体重心重合。 本实用新型可以实现椭圆截面筒体环缝的埋弧焊接,保证产品的最终质量。
用于埋弧焊的焊剂回收与输送装置
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种用于埋弧焊的焊剂回收与输送装置,它包括焊剂回收管、吸焊剂箱、磁选机,焊剂回收管与吸焊剂箱的上部连通,吸焊剂箱底部设有通孔管,磁选机位于通孔管的下方,吸焊剂箱内仅设有一个容置腔,容置腔上端设有挡板,挡板呈弧状,呈弧状的挡板的一面为凹陷面,凹陷面对准焊剂回收管与吸焊剂箱的连通处,吸焊剂箱上部设有百叶窗,吸焊剂箱顶部设有出气口,通孔管的底部设置有自动关闭部件,自动关闭部件包括翻板阀、平衡块,翻板阀与平衡块固定连接,翻板阀与平衡块的连接处与通孔管底部一侧转动连接,翻板阀位于通孔管的下方,磁选机的上方设置有振动筛,振动筛位于通孔管下方。本发明重量轻、焊剂颗粒度完好,回收率高。