找到36项技术成果数据。
找技术 >
煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。

高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p

煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p

两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
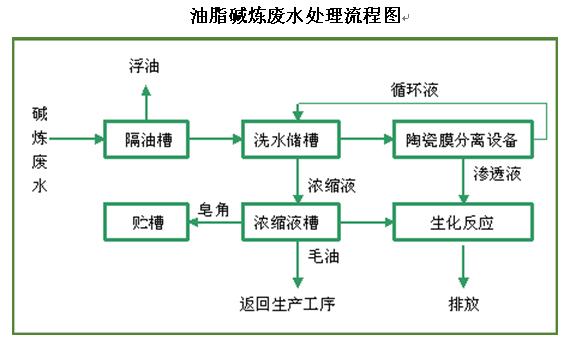
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无





找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无
找到36项技术成果数据。
找技术 >煤矿废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
煤矿生产行业因地质或位置原因会产生大量地下涌水,一般矿井下都设计有容积很大的水仓蓄水,并用高压大流量泵提升向井外排出废水,有的矿井甚至有几个蓄水仓.三级以上提升,日排水量高达几千上万吨。由于许多环保公司对矿井废水不太了解,无法做出自己满意而放心的方案。煤矿排出的废水不仅水量大,水质复杂,尤其是含有各种重金属离子,古生动.植物残留下的病毒.病菌以及井下工人的大小便等。本人几年前在一家环保公司担任总工程师时,在四川省宜宾地区承接过十多项煤矿废水治理工程项目,在当地呆了一年多,施工安装完成后,经验收监测.完全达到国家排放标准,有监测验收报告照片已发在本简介上了,在页面右上方,有兴趣的朋友请同我联系。
高浓度高盐废水处理技术及小型化设备
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
高浓度高盐废水处理技术简介 石油化工和制药等行业作为我国的支柱产业在我国国民经济发展中具有举足轻重的地位,但同时也为环境污染带来巨大的压力。许多化工、制药等企业在生产过程中会产生大量高盐分、高浓度有机废水。这些废水化学成份复杂,酸碱度变化大,易形成冲击负荷,不仅有机物浓度高,而且含盐量高。普通生物法中的微生物大多适宜于含盐量低于3.5%的环境,而高含盐量废水的含盐量通常在5%以上,甚至达到20%(燃料化石废水、石油加工废水等),普通生物难以适应这样的高盐环境,严重影响了最传统和广泛流行生物法在高含盐类废水净化中的应用。 此外,中小型化工及制药企业产品种类的多样,产生的废水成分复杂,另一方面高盐有机废水排放量相对较少(10t/d),不适用于大型集中处理,为此,北京化工大学开发了具有普适性的小型化的物化高浓度高盐废水处理技术及设备。 高浓度高盐废水处理技术的核心是有机废水光催化氧化技术,其最突出的优点是环境友好。但是,在以往光催化技术研究中,由于高浓度有机废水中光源的穿透性差及光源能量的利用率低而一直无法放大实现工业化,本技术开发出新型点式无极灯光源,开发出新型填充床光催化反应-微波废水处理工艺,实现高浓度有机废水中有毒有机污染物的高效降解与无害化处理。高浓度高盐废水处理技术节约了大量的宝贵清洁水源,又减少废水,节省大量废水处理开支,处理废水达到国家相应排放标准。
高浓度酚氨废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 项目背景随着我国工业化进程的发展,工业废水排放量十分巨大,工业废水治理已成为亟待解决的重大问题之一。近年来,随着国家对环境保护的不断重视,环保执法力度加强以及污水处理技术的不断成熟,我国工业废水排放量逐年减少,从2011年的230.9亿吨减至2016年的186.4亿吨。但工业废水排放量依然十分巨大,并且工业废水的危害远高于生活污水。据统计,到2023年,中国工业废水处理行业市场容量有望达到1162亿元。在工业细分领域,一些行业由于工业废水排放量大,污染性强,而成为工业废水处理重大的市场机会。高浓度氨氮废水来自化工、医药、垃圾渗滤等行业,尤其是焦化厂剩余氨水、煤气化废水、味精废水、垃圾填埋场废水、家禽畜牧养殖等行业废水。因此本课题研究的“催化吹脱-吸附法处理高浓度酚氨废水”技术将有着广阔的市场前景。关键技术与优势本项目主要是针对高浓度氨氮废水处理过程中存在氨氮处理效果差,处理效率低、氨氮吹脱过程中能耗较大、粗氨气吸附提纯过程中高温对于吸附材料的影响和水蒸气对于吸附过程的影响、回收产品(氨水或硫酸铵)纯度不高等技术问题。本项目以高浓酚氨废水为处理对象,采用“催化吹脱-树脂吸附”技术,通过“高效催化”、“低温吹脱”、“强化吸附”等技术手段,同步实现氨氮高效吹脱、分离、提纯,从而实现酚氨废水的深度脱氨,实现氨氮的强化去除、高效回收和提纯精制,减少后续生化单元处理规模和运行成本,同时保障了回收产品的纯度,实现资源回用,具有很好的市场推广价值。img title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片12.png" src="https://ue-upload.1633.com/2020/0408/1455337103126.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片13.png" src="https://ue-upload.1633.com/2020/0408/1455483246381.png"/ /ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片14.png" src="https://ue-upload.1633.com/2020/0408/1455362417631.png"//ppimg title="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" alt="e:\k8008\qiuchengcai\桌面\南京成果图片\废水处理\图片15.png" src="https://ue-upload.1633.com/2020/0408/1456082096030.png"//p
煤化工废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
p 成果与项目的背景及主要用途:随着经济发展,我国能源需求快速增长,富煤贫油少气的能源禀赋决定了我 国仍需以煤为基础能源,直接燃煤则造成了严重的环境污染。使用清洁燃料,煤 制油、煤制天然气是解决东部地区雾霾污染的重要措施。然而煤制气装置会产生 大量高有机物含量的废水,不能直接生化处理。内蒙新疆等地区,煤资源丰富但 环境脆弱,水匮乏。煤制气、焦化、兰炭等煤化工企业的废水治理已成为制约其 发展有瓶颈之一。煤化工废水主要来源于煤气化或焦化炉后的急冷洗涤及净化等工段,气化及 焦化过程产生的焦油、酚、氨等物质大部分进入洗气废水中,含有氨氮、硫化物、 (硫)氤化物等无机物及焦油、酚类等有机物。其特点是水量大、污染物浓度高 成分复杂。目前对煤化工废水进行处理的要求是去除废水中的粉尘、焦油、硫化 氢、二氧化碳、氨氮、酚等无机和有机物,经过深度净化,进行达标回用。一般 流程为:隔油除尘一脱酸蒸氨脱酚一生化处理一深度处理。首先通过重力沉降, 旋流气浮等隔油除尘措施进行初级处理,然后进行物化处理,通过汽提进行脱酸 脱氨以及萃取脱酚,再经过生化,通过RO、蒸发结晶等过程,实现水的深度净化及达标回用,实现零排放。技术原理与工艺流程简介:本技术主要从煤化工废水处理技术流程的前三步——隔油除尘、脱酸蒸氨脱 酚及生化处理进行工艺设计改进。(1) 隔油除尘我们通过重力沉降及离心力场,使与水不相溶的与水密度有差别的游离油及 尘与水进行初步分离。为提高处理效率,通过CFD模拟计算与实验测试,对装 置进行优化设计,开发了平流隔油与旋流气浮结合的隔油除尘工艺与设备。(2) 脱酸蒸氨脱酚A、 脱酸蒸氨,我们开发了专门适于脱酸蒸氨的板式形式,在提高传质效率 的同时,可显著防止结垢堵塞,延长检修周期(一年以上),该塔板形式已成功 用于工业实践。B、 萃取除油脱酚,经过脱酸蒸氨后的废水,不能直接进入生化系统,还需 要脱除其中的油及酚类。通常仍用萃取的方法。我们经过大量筛选与测试,开发 出了性能优良的萃取剂,在核心设备一萃取塔方面,开发了专门用于萃取的专利 填料,显著提高了萃取效率,降低了过程能耗。(3) 生化处理为提高生化处理效率,我课题组专门筛选和优化了适于酚类染污物的微生物 菌群,提高了生化速度,降低了处理成本。技术水平及专利与获奖情况:通过与企业的合作,可在我们已取得成果基础上,做进一步开发与优化,以 继续降低废水处理成本。形成新的具有知识产权的工艺技术,并进行工程示范。 合作方式及条件:具体面谈 /p
两相双循环厌氧反应器
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
申请人长期从事硫酸盐有机废水的研究,已有一项相关专利ZL201510548676。9,针对现有处理硫酸盐有机废水装置存在产甲烷菌受到抑制、工艺复杂、占地面积大、处理成本较高等问题,研发了一种处理硫酸盐有机废水的两相双循环厌氧装置及处理方法,采用了两相厌氧与产甲烷区的强制外循环和气提内循环相结合的两相双循环,通过外循环pH有效调节,使酸化水解相与甲烷相在一个反应器中得以实现,提高了硫酸盐的耐受性及运行的稳定性;采用内外双循环,由气提作用产生的内循环以及pH外循环系统可以有效促进产甲烷区的传质过程,进一步提高系统的处理效率和稳定程度。该装置可实现硫酸盐和有机物的高效去除。
基于废水COD最低的新戊二醇废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
基于废水COD最低的新戊二醇废水处理技术一、项目成果简介该项目为基于废水COD最低的有机物浓缩回用处理技术,使用流程模拟软件对工艺参数进行模拟优化得到最佳操作条件。使废水COD浓度由300000 mg/L降低到1000 mg/L以下,同时能耗比原工艺大为减少。二、项目背景化工、制药及染料等相关生产过程中,都可能产生高浓度的有机废水,这类废水的特点是COD含量高,生物可降解性差,资源浪费严重,合理高效的治理高浓度有机废水一直是环境技术领域研究的重点。山东某药厂在生产过程中形成一股含二氯甲烷、石油醚和新戊二醇的废水,COD浓度高达300000mg/L,该股废水主要排往污水处理厂进行生化处理,由于COD含量很高,该厂每年要负担高额的处理费用,并且给污水处理厂造成较大的负担,因此亟需找到一种处理该废水有效的方法。三、关键技术和创新点本技术以“资源节约、环境友好”的循环经济思想为指导,突出资源再生利用的环保技术理念,以“回收”废水中“有用”资源,达到降低废水中的有害物质,实现环境保护和资源节约双赢的目标。将化工系统工程方法引入到环境技术工程中,以工艺过程经济性为目标,废水排放COD为约束条件,寻求最佳工艺操作参数,以最少的消耗达到最佳的目标。1.基于循环经济的3R原则(减量化、再利用、再循环),以回收母液中有效资源,效率高。2.采用夹点技术法对工艺进行了热集成分析,并采用热泵技术回收低温余热,系统运行能耗低,费用小。四、社会经济效益本技术可广泛应用于化工、制药、炼焦、皮革、造纸、纺织等行业产生的高浓有机废水,已经为企业解决了许多生产难题,具有很高的实用价值。五、成果推介模式该技术已成熟,可用于成果推广。六、投资规模项目总投资约为331.75万元。
印染厂废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业,制造业
技术简介
技术简介印染企业废水可分为七类,分别是:退浆废水、煮炼废水、漂白废水、丝光废水、染色废水、印花废水、整理废水,各种废水特点如下:退浆废水:是碱性有机废水,呈淡黄色,含有浆料分解物、纤维屑、酶等,COD 和BOD 都很高。退浆废水水量较少,但污染较重,是漂炼废水有机污染物的主要来源;煮炼废水:呈强碱性,含碱浓度约为0.3%,呈深褐色,COD 和BOD 值较高(每升达数千毫克);漂白废水:其特点是水量大,污染程度较轻,COD 和BOD 均较低,属较清洁废水,可直接排放或循环再用;丝光废水:含NaOH 3~5%左右,一般经蒸发浓缩后回收,由末端排出少量丝光废水,碱性较强;染色废水:主要污染物 是燃料和助剂,其色泽一般较深,且可生化性差。其COD 一般为300~700mg/l,BOD/COD 一般小于0.2,色度可高达几千倍;印花废水:除染料、助剂外,还含有大量浆料,COD 和BOD 都较高;整理废水:含有树脂、甲醛、表面活性剂等。整理废水数量很小,对全厂混合废水的水质水量影响也小。其中,退浆废水、煮炼废水、丝光废水、染色废水、印花废水一直是处理的难点,北京化工大学利用现有废水处理技术,根据不同印染企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
造纸工业废水处理技术
成熟度:可规模生产
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术简介 造纸工业废水具有废水量大、COD 高、废水中的纤维悬浮物多、含二价硫、带色、有硫醇类恶臭气味等特点,环境污染严重。 造纸工业废水可分为五种:1、蒸煮废水,呈深黑色,故称“黑液”。黑液中杂质约占10~20%,其中1/3 左右为无机物,主要是各种钠盐(草浆黑液中二氧化硅含量很高),2/3 左右为有机物,主要是碱木素、脂肪酸和树脂酸等。黑液中污染物的组分和含量取决于原料的品种,其BOD5约为9000~30000mg/l, BOD5 负荷约250~350kg/t(浆),占全厂BOD5负荷的90%。2、洗浆废水,其污染组分和煮浆废水相同,废水量与浓度取决于采用的洗浆设备。3、筛选废水与漂白废水,水中主要杂质是纤维,此外还有一些其它可沉固体和残留的漂白剂。4、纸机白水,污染物主要来源于原料、辅助化学品与化学助剂,其水质、水量取决于产品种类与控制水平,适当处理后可回用。 北京化工大学利用现有废水处理技术,根据不同造纸企业废水情况,对现有技术进行集成、改进,开发出相应废水处理工艺,排放废水达到相应排放标准。
油脂碱炼废水处理技术
成熟度:正在研发
技术类型:-
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:油脂碱炼废水处理流程图(见附图)技术主要特点: 能有效地回收洗涤废水中的油,回收率大于98%;且回收的油品质好,能返回生产工序再利用,使成品油总产出率提高。洗涤废水经无机膜过滤后由于绝大部分油、皂等含质被分离排除、 COD总值下降80%以上,使后续生化处理的负荷大大减轻,一般运用氧化器或SBR反应器处理即可实现达标排放。无机膜过滤设备虽较昂贵,但由于后续处理简单、土建工程量和占地面积大大减少;使治理洗涤废水的一次性总投资仍可低于传统工艺。无机膜过滤系统低压驱动、动力消耗少,后续处理无须化学添加剂,也不产生大量污泥,使运行成本大幅度降低。无机膜化学稳定性好,机械强度高,使用寿命长;系统操作简便,运行稳定,维护费用低;生化处理可采用一体化设备,全过程可实现自动化控制。技术的应用领域前景分析:碱炼是油脂精炼工艺过程中的一个工序,国内油脂厂一般采用间歇式和连续式两种生产工艺,即通过用碱中和油脂中的游离脂肪酸生成皂脚,同时吸附部分其它杂质从油中离心分离,从而实现毛油的精炼。在洗涤过程中排放的洗涤废水量大约为100~150 kg/t。洗涤废水含有油、脂肪酸盐、悬浮物等杂质,其中油含量有的高达1~3%。目前多数厂家采用机械分离方法,用隔油池将浮油简单回收后直接排放,这既浪费油资源,又给环境带来污染。有的即使采用加硫酸化工艺,由于所回收的油酸价高,只能作工业用油,大大降低了回收价值,且回收油后废水的COD仍达5000~6000 mg/L,给后处理达标排放带来较大困难。因此,传统方法很难真正解决含油废水处理问题。采用自主开发研制的专用陶瓷膜,应用于油脂工业洗涤废水治理和植物油回收,取得了很好的效果,为油脂生产企业创造了经济效益和社会效益效益分析:市场应用范围广,利润丰厚,效益十分可观厂房条件建议:无备注:无
氯化苯/二氯苯/邻二氯苯/对二氯苯废水处理技术
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
技术投资分析:本发明提供了一种催化金属还原—絮凝沉淀法处理氯仿和四氯化碳工业废水工艺,包括:工业废水收集后输入反应塔中,加入无机作催化剂,铁或铁碳合金作还原剂进行催化还原反应,反应结束后反应混合物导入絮凝澄清池中加入碱中和至中性到弱碱性,絮凝澄清后排放。该工艺在常温常压下进行,采用的材料廉价易得,处理成本低,处理效果优良,无二次污染或重金属污染。含可吸附有机卤化物(AOX)的废水处理(含有机氯废水或有机氯化物废水氟化工、氟制冷剂、有机硅行业甲烷氯化物废水的处理。技术的应用领域前景分析:有机氯化物,包括氯代脂肪烃、氯代芳香烃等含氯有机化合物。有机氯化物的化学性质相对稳定,容易在生物体、土壤和沉积物的有机质中累积,在自然界中降解缓慢,环境危害周期长。许多有机氯化物被认为具有“致癌、致畸形、致突变”效应。有机氯化物的污染具有广泛性和危害性,已经成为一个全球性环境问题,引起密切关注。欧共体公布的污染物黑名单上,排在前列的也是卤代物和可以在环境中形成卤代物的物质,主要包括氯代脂肪烃、氯代芳香烃及其衍生物。含有机氯化物的废水直接进入污水处理系统,可能导致生物处理单元效率明显下降。在我国,也越来越关注有机氯化物污染,其中对氯仿、四氯化碳、氯苯、邻二氯苯、对二氯苯等制定了严格的排放标准。目前能够处理工业废水中有机氯化物且具有工程意义的技术几乎是空白。我公司与浙江大学联合研发出了高效、实用的均相催化还原法处理有机氯化物废水的工艺技术和成套设备。效益分析:该技术已经获得国家发明专利(授权号ZL03154176.3),并已在浙江巨化集团公司等企业应用,技术成熟可靠。采用零价金属为还原剂;不使用昂贵的贵金属催化剂;反应条件温和,在室温、大气压下运行;还原剂和催化剂没有二次污染采用塔式成套设备、结构紧凑、占地面积相当小;处理效率:90%以上(对不同的有机氯化物,有所差别);吨水处理成本:2~9元。厂房条件建议:无备注:无