找到31项技术成果数据。
找技术 >
废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
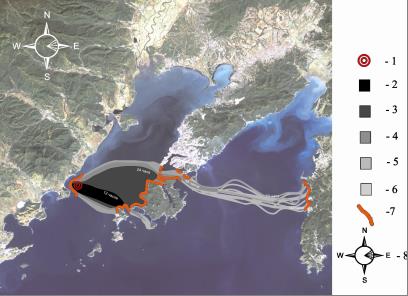
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
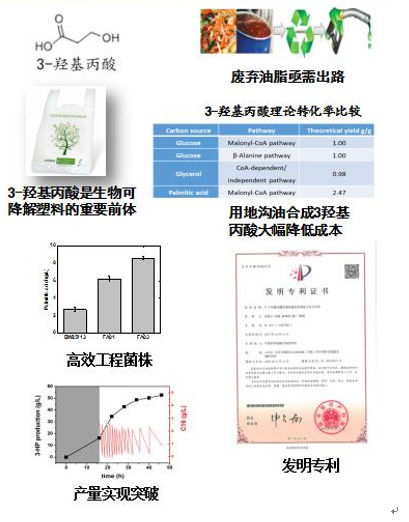
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密

一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无

食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。

废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。

薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。

转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元







找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元
找到31项技术成果数据。
找技术 >废油,废气脱色脱臭技术
成熟度:可规模生产
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:油品经过滤除去杂质后,进行化学精制,把油品的胶质、杂质及含硫化合物、含氮化合物、含磷化合物除去,再经蒸馏、过滤、即可达到油品脱色脱臭目的。技术的应用领域前景分析:有很多小炼油厂和小化工厂生产或副产的油品或者因为工艺的原因或者因为原料本身性质的原因导致油品颜色变深变黑,并带有臭味,油品带色,主要是由于胶质和杂质,油品带臭主要是含有硫化物和少量的含氮磷化物。所以,油品脱色脱臭主要除去油品的胶质和杂质,以及硫化物和少量氮、磷化合物。效益分析:成本与收益每吨油品经脱色、脱臭后的加工成本约200-300元;每吨原料油品的成本;每吨成品油的价格;收益=成品油的价格-加工成本-原料油成本。
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真
成熟度:通过小试
技术类型:-
应用行业:建筑业
技术简介
近日本海域彼得大帝湾石油污染的废油漂移模拟仿真 项目简介 由俄罗斯科学院远东分院太平洋海洋研究所"生态与污染研究实验室"研发,用于意外泄露石油的漂移模拟仿真软件。 据研究在海上运输石油关键在于几个动态因素,如:风速和风向;潮向;紊流扩散。在漂移的过程中,油污可能会流向坚实的有边缘体。在现实环境中靠近海岸线的石油沉积将取决于海滩的倾斜度及土壤性质。倾斜的沙地或沼泽地比峭壁和岩石更适于石油的沉积,这种情况下的石油可被完全沉积。 根据计算涨潮退潮流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 根据计算风向可确定漏油事件发生坐标、水文气象条件及深度和海岸线图。 根据计算非周期性紊流向可得出漏油事件发生日期、时间、坐标及深度和海岸线图。 该模拟仿真还可考虑到冬季水域幅员及海水含冰比重,得出杂质混合物漂移导向图,用于石油及石油衍生物。 该项目已获得专利。 合作方式 共同开发。
新型生物法合成3-羟基丙酸技术
成熟度:-
技术类型:-
应用行业:制造业
技术简介
成果简介以地沟油和工业废弃油脂为原料,合成3-羟基丙酸。实现低成本生物合成3-羟基丙酸。同时解决废油处理、环保、食品安全等问题。转让形式专利 技术秘密
一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明涉及一种多功能固体超强酸催化剂的制备方法及以餐饮废油为原料合成生物柴油的方法。用废油和甲醇为原料,按甲醇:废油的质量比为1:1,催化剂与废油的质量比为10%~15%,配料后加入带回流的微波反应器中,反应压力为常压,反应温度65~70℃,微波功率350w,搅拌开至600rpm·min-1,反应时间120-150min;反应结束后离心分离除去催化剂,得到粗品生物柴油,用蒸馏水洗涤静置,得到油相在60-250℃连续减压蒸馏即得生物柴油。本发明的多功能固体超强酸催化剂,在微波加热辐射下,可高效催化餐饮废油转化为生物柴油,且可以有效的防止反应体系中水、游离脂肪酸对催化剂酸性位的破坏。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。 第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。技术的应用领域前景分析:"一、氢转换常减压催化法""新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并 采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3000元收够价+150元催化计+400元(工人8*30元=340 元/5吨=68元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本3550元+400元(渣子)=3950元(环保项目免税),以现行价格每吨柴油约4800元就地售出,即4800-3950=950元,纯利最少950元左右.成本核算.应根据当地情况而定。二、现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资35万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。三、炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。四、本公司一次性收取""技术服务费5-10万元""提供设备 催化剂 脱色剂 脱臭剂 提供工艺和配方 。现场培训。技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨,设备费总计12万元; (2) 每天产油2吨,设备费总计18万元。(3) 每天产油3吨,设备费总计20万元。(4) 每天产油5吨,设备费总计35万元。技术及安装费用5万元2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用20万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用20万元"效益分析:无厂房条件建议:无备注:无
食品产业废油转化为生物柴油产品开发
成熟度:-
技术类型:-
应用行业:制造业
技术简介
利用屠宰业、榨油业、水产业、餐饮业等食品加工业废油及餐饮废油,经微生物发酵、生化酶处理及化工反应过程,将大分子油脂化合物转化为低分子脂肪酸甲酯或脂肪酸乙酯化合物,再经提纯分离等化工后处理,制备出可代替化学柴油使用的生物柴油产品及甘油副产品,有利于资源综合利用和开发可再生新能源,实现社会效益、经济效益、环保效益三效合一。技术指标生物柴油产品达到国家相关产品质量控制标准,色泽浅黄、褐色,外观清亮,使用性能不低于矿物柴油产品。投资规模、条件面议。
废机油脱色再生机
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
废机油脱色再生机 一、主要用途 HD-1系列多功能高效脱色机是花都久金机械设备有限公司最新推广专利产品(专利号200920090989。4),除包含国内外真空系列滤油机所有功能外,还具备有脱色、再生等功能。适用于水泥、化肥、化工、石油、冶金、矿山、电力、船舶、机械、军工、橡塑、仪表、交通、建材、造纸等行业的各种废液、废油的再生处理。特别针对油品严重老化,颜色改变等现象经该设备净化处理后,可达到或接近国家新油标准,完全符合再生油的使用要求。 HD-1系列多功能高效脱色再生机由化学处理系统、油水分离系统、破乳化分离系统、脱色再生系统、冷凝系统、过滤系统及电控系统等组成。不但适用于低级废内燃机油的再生脱色还原处理。还可处理其它类型的废油再生脱色利用(如劣化的变压器油、开关油、绝缘油、缝纫机油等的再生处理)。 二、特点介绍 1、本设备采用物理、化学作用,消除废油中极性微颗粒间的电荷,使之聚成大颗粒杂质面被析出,并除去油中的胶质、沥青及各种化合物。同时通过废气滤清器和真空脱水、脱气的作用,除去有害气体和水分,既能除去劣质的油中的酸性成分、悬浮物质、沉淀物质,又能使劣质的油品再生。 2、采用一种特别的再生净化剂,使处理后的油不损伤油的基本成分和抗氧化性能,达到新油标准,同时提高了设备的绝缘和安全性能。 3、该设备配置有先进的液位磁性自动控制系统,彻底解决了滤油机普遍存在的油泵空载和跑油现象。另增配有先进的压力自动控制器,当设备超压时能自动停机,杜绝了闷机等情况发生。 4、该设备安装了安全运行真空连锁系统,遇故障时能自动停机,进出油电磁阀自动关闭,防止回油现象的发生。还添加了自动电磁感应机械双保护调节系统,低油位自动保护装置,进出油自动平衡,真空系统内油量在高低油位之间安全运行。 5、整机配置了进出油泵与加热器连锁系统,真空泵与冷凝器连锁等连动系统,整机带断相及相序保护。油温可在规定范围内随意调节,当油温超过设定值时进油或油量过少时加热器能自动启动停止。 6、采用耐腐蚀、耐高温、机械强度好、使用寿命长的高精度不锈钢网过滤油中细微杂质,操作简单,经济实用的压力过滤器为过滤介质。使待处理的油品得到有效过滤净化。降低介质损耗因数,使其达到新油指标; 7、结构新颖、布局合理、属“袖珍”型“炼油厂”。设备本身为固定、移动两用式,方便客户搬运。 8、处理效果明显,脱色效果直观、还可以一机多用。
薄膜蒸馏废油再生工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
该成果可对使用过的润滑油进行再生,恢复其原有性能。该工艺是通过预处理-减压薄膜蒸馏-白土处理-调配工艺进行废油再生。其关键是减压薄膜蒸馏,即减压蒸馏必须在薄膜蒸发器设备中进行,蒸发出绝大部分润滑油馏分,然后仅用少量白土进行处理,即可得到合格的再生润滑油基础油。该工艺用减压薄膜蒸馏代替釜式蒸馏和硫酸精制,无酸渣生成。只使用少量白土,白土渣也大为减少。与传统的酸-白土工艺相比,再生油收率提高10%左右(由75%提高到85%以上);再生油的油品色度浅、透明度高,无异味;由于淘汰硫酸精制,故可节约硫酸5%左右;白土用量由6%下降至3%~5%,减少了废渣、废水、废气的排放量,大大减少了环境污染;由于连续生产,使生产周期短,装置效率高,处理量大,减少了消耗,降低了成本,改善了劳动条件。
废油脂净化后再生脱色除臭技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
废油脂净化后一步法再生脱色除臭技术:国家卫生部、工商总局、环保总局和建设部2002年联合颁布的《食品生产经营单位废弃食用油脂管理的规定》中明确规定,废弃食用油脂是指食品生产经营单位在经营过程中产生的不能再食用的动植物油脂,包括油脂使用后产生的不可再食用的油脂,餐饮业废弃油脂以及含油脂废水经油水分离器或者隔油池分离后产生的不可再食用的油脂。例如:煎炸废油、工业猪皮杂碎熬制的非食用猪油、潲水油、油烟机排放的废油脂等。中国废油脂的产量很大,据估算,废弃油脂的量约占食用油总消费量的20%-30%。以中国年均消费食用油21Mt计,每年产生废油4-8Mt。收集起来能够作为资源利用的废弃油脂有4Mt左右。据报道,北京市内的餐馆一天就可以产生约20t废油脂,每年可达7kt以上。中国又是世界上制油大国,每年可加工食用油10Mt以上,而且有几千家食用油及肉类、皮革、骨粉、骨胶、明胶等骨产品加工企业,每年可排放动植物油脂下脚料几百万吨。这些废油脂和动植物油下脚料若直接排放,不仅造成环境和水质污染,而且也是一种严重的资源浪费。据报道,日本每年使用约2Mt食用油,产生400-600kt废食用油,其中有250-260kt被回收再利用。目前,利用餐饮废油脂和动植物油下脚料的主要工业用途是生产动物饲料用油、肥皂、涂料及洗涤剂等化工产品,用废食用油脂添加的动物饲料存在严重的安全隐患,已经被严令禁止,用于生产化工产品存在工艺复杂、附加值低和废油的利用量少等问题。为了彻底杜绝废食用油脂及动植物油下脚料的危害,提高其利用价值,寻找新的利用途径已成为当务之急。这些废油脂中含有大量水分和游离脂肪酸、聚合物和分解物等,而且颜色深伴有臭味,不能直接作为制备生物柴油或工业用油脂原料。有很多将废油脂直接用于合成生物柴油,显然对反应工艺及产品的稳定性不利。为了保证稳定的生产工艺和得到合格的生物柴油产品,必须对废油脂进行预处理精制即净化再生脱色除臭。传统的废油脂预处理必须经过多步方法精炼,既工艺复杂耗能大又有大量的废水排放。其基本工艺共分八步精炼:沉降脱水——离心除杂——中温碱炼——水洗——水化脱胶——蒸馏脱臭——吸附脱色——真空干燥等。传统的间歇式碱炼采用烧碱脱酸法,脱酸效率高,但中性油皂化率也高,损失大。精炼过程中需要大量的水去洗涤油中过量烧碱,易产生大量的废水。精炼过程多、工艺长、需真空和中温条件,造成了耗能大、回收率低,企业经济效益差。废油脂处理已成为食品工业中突出的问题,因此,如何对每天产生的废油脂进行合理合法的再利用,已成为重要研究课题。经过多年的采样分析和精心研制,已研制出经沉降絮凝预处理后的废油脂,采用加剂脱色再生一步完成,与传统方法相比精炼效率得到了提高,减少了中性油损失,提高了企业效益,以干洗代替传统的水洗,免除了大量的废水产生,无需后期水处理,有利保护环境。在精炼中,由原来传统的八步工艺过程简化为脱色再生一步完成,不仅节约水资源,而且简化工艺过程,节能降耗,既减少了投资又优化了操作条件,还提高了废油脂的净化再生回收率,综合效益显著提高。再生后的废油脂,无论是色泽、过氧化值还是水分及挥发物、杂质、酸价基本符合国家标准。净化再生后的精制油脂,收率约80-95%不等(根据不同类废油脂质量及含水杂量不同而收率不同),主要设备投资3-5万元即可批量生产,吨废油脂净化再生添加剂成本(絮凝剂、精制剂、再生剂等)80—150元不等(根据废油脂的质量和种类具体确定)。现对外转让技术,有意者可带小样当场一试,包您满意。
转让用废机油生产柴油新技术
成熟度:正在研发
技术类型:-
应用行业:电力、热力、燃气及水生产和供应业
技术简介
技术投资分析:氢转换常减压催化法"新技术的特色。现在,各地废油炼制一般采用固定炉或卧式炉和极原始的常压蒸发生产工艺,并采用单效即釜表面加热低效反应方法。这种老工艺:一是反应效率太低,因为炉体只有底部受热,热交换即热利用太低,从而导致能耗太高。二是转换率低、油质差。主要是缺乏高效对口的催化剂,就是说,只有简单的热裂化,没有先进的催化裂化。不仅浪费了资源,而且重组份即重质油太多,对于蜡质较高的原料根本无法制出低负号好油,一般只能产出10-20号左右的柴油,稳定差、颜色差、粘度大、胶质多,其中含有大量的未裂化的机油和蜡油,其它指标也无法达标。至多只能作为热季的劣质工业燃料油,若用于动力,危害很大,这是最大弊端。本项目主要技术在于:改传统物料单纯蒸馏为催化裂解;改非临氢常规反应为氢转换反应;改高温裂化为减压低温催化;改单效蒸发为双效蒸馏;改出混合油为出好柴油,配以改性催化剂和综合改质添加剂等,形成新的工艺流程。工艺流程示意:原料→低温催化(加氢转换剂、加催化剂)→控温控压馏油→精制(添加剂)→过滤→产品。技术的应用领域前景分析:我公司致力于废机油提炼柴油专业研究十余年,废油炼制再生厂(之前又称为ECOTECH)是一种以中高温裂解废油使其转化成为0号柴油(或称为与柴油近似之然料油)的一种技术, 技术最重要的组件则是一组中高温裂解炉、一组精馏器、以及一组高压风冷式冷凝器,使得废油炼制再生技术能将废油中百分之85~95%的碳氢化合物分离出来;由于裂解炉的作业温度与过程恰与炼油厂原油蒸馏塔的Topping Process由油蒸汽中分离柴油的制程非常相似,所分离出来的产品其品质与0号柴油亦非常相近。另外主要解决了影响该项目高效发展的三大难点,即:质量-规模-效益问题;第一建立了独有的质量保障体系,自行研制成功的专供裂解废机油的加氢精制剂,催化剂,所炼制的0#柴油通过了技术监督局检测,已达国标,现已配制一套专用催化剂,脱色剂,脱臭剂生产线,形成定型产品。第二,确定了-个最经济的投资规模,以全国城乡废机油扩散密度,测定最低的收运成本,科学设计出日产1-20吨柴油的最佳建厂规模,其设备全天侯生产、封闭式洁净运行,产油快、油质好,该油具有暴发力强、耐燃烧、对发动机无任何副作用等特点。使油转化率达到75-90%,1吨废机油能产出1600-1800斤柴油,和100斤天燃气作为燃料在炉中烧掉或回收,生产无二次污染。最新研制:废机油炼柴油加热锅炉1 环保节能无污染 , 2 可连续工作不停炉 , 3 工作效率高 是传统产量的3倍以上 , 4 原油在加热中无损耗 , 而且无渣或出渣极少 , 可在不停炉情况下 , 工作中自行排渣 , 可提高出油率10个百分点 . 5 升温快 ,节能燃料 , 6 锅炉寿命长, 是传统加热炉的10倍以上. 7 加热中炉内不结垢 , 不产生黑焦碳,这一变废为宝的技术即解决废机油对环境的污染又开发了新的能源,其社会效益远远大于经济效益。废油再生是一种环保高科技产业,因其经济效益显著,且末端产品附加价值高,末端产品销售容易,原则上,只要使用的技术正确,则无论在任何地方投资建厂均系极有前瞻性且为高利润之行业。据不完全统计,我国每天大约生产各种废油废机油近千万吨,产量如此之大,而回收率却很低,开发利用废油生产柴油前景之广阔,资源之丰富,又是国家扶持对象,而且生产工艺简单,技术易掌握,直观性强,适合工厂、集体、个人生产经营。国家环保局将废油列为21世纪在环保领域主要控制的三大重点之一,废油将是21世纪里最具有开发潜力的新兴产业。第三,工艺技术炉火纯青,经营方式别具一格,低成本、高效益运转,确保了该项目丰厚的利润。效益分析:生产原料为废机油.变压器油.车用齿轮油.车用废机油.等工业中废弃的大部分废油。以每吨废机油生产75-90%成品柴油的最低转化计算,即1吨=3500元收够价+150元催化计+1000元/综合费用(工人:8人*30元/日=240 元/5吨=48元/吨,煤1000斤=250元,电30元,房费40元/天)等,每吨油成本4650元(环保项目免税),以现行价格每吨柴油约5800元就地售出,即5800-4650=1150元,纯利最少1150元左右.成本核算.应根据当地情况而定。厂房条件建议:现以年产量1500吨计算:炼油裂解炉1台,催化塔1个,冷却塔1个,精制罐1个,过滤器1个,阻燃器1个,自动搅拌器1套,电机1台,减速器1台,过滤机设备投资45万元,各基地最佳规模以年产300-6000吨,设备投资10-380万元,注:1、投资多少由以下情况决定:A、是新造还是旧物改进;B、材料是一般材料还是特种钢材;C、是自行加工还是对外采购。2、本表不含厂房、购地,等硬件投资。场地500-5000平方米,工人3-20名,年纯利润20-300万元左右。炼油催化剂、精制剂、催化过滤磁环、脱色、脱臭剂可由公司统一配供。本催化剂配方系我公司以国际柴油的个检项为依据独家研制成功。备注:技术转让费、设备费可分为下列几种类型:1、燃料油设备(1) 每天产油1吨炉, 6万元;出油率 85-90%炉内无渣。(2) 每天产油2吨炉, 8万元。(3) 每天产油3吨炉, 10万元。(4) 每天产油5吨一套,设备费总计35万元。出油率 85-90%炉内不结垢 ,不产生黑焦碳2、自动控制、高效环保设备(1) 每天处理10吨,全套设备188万元,技术及安装费用10万元;(2) 每天处理20吨,全套设备388万元,技术及安装费用10万元