找到3项技术成果数据。
找技术 >
焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。

涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
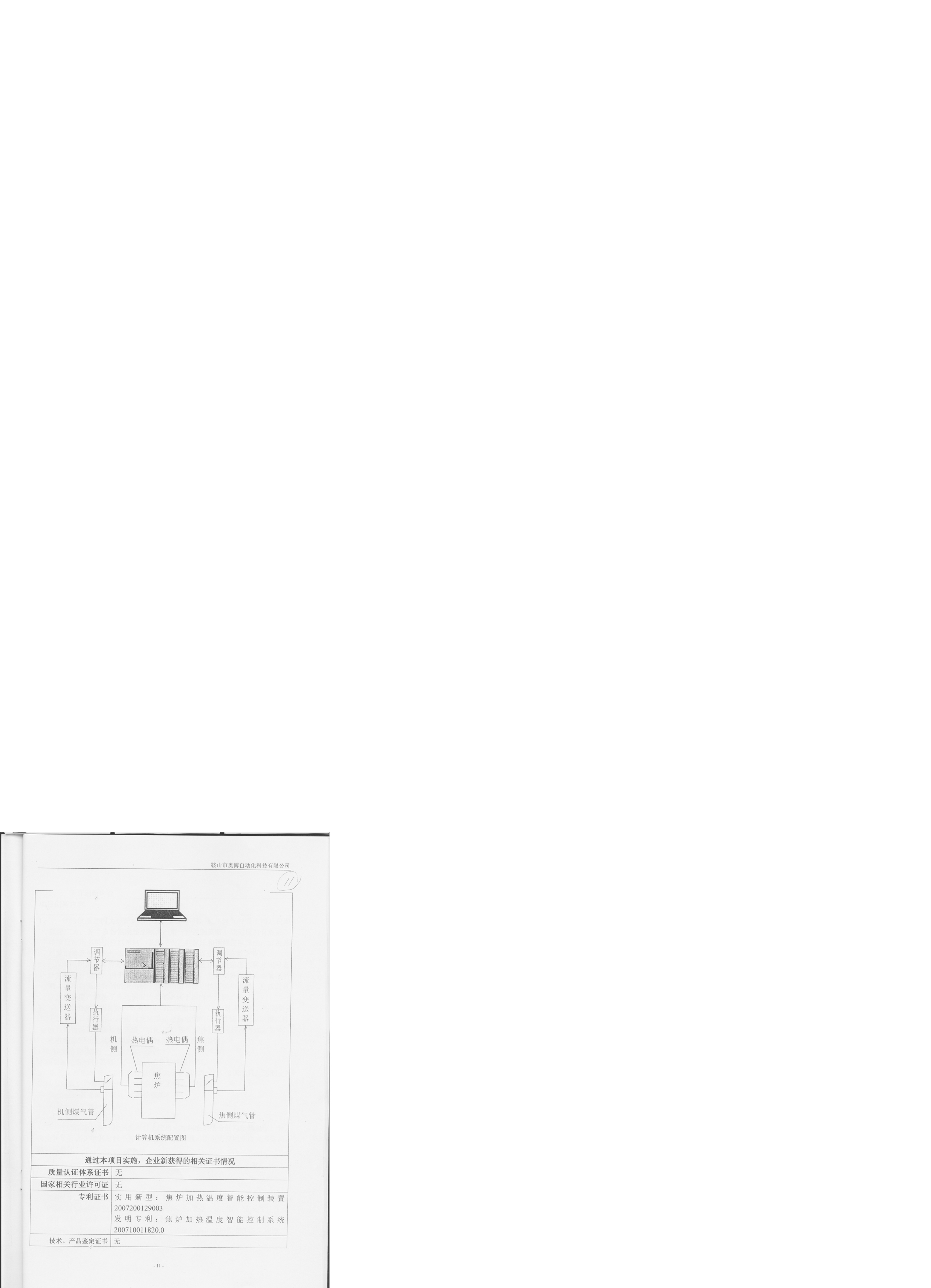
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。

找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。
找到3项技术成果数据。
找技术 >焦化厂脱硫废液提取硫氰酸铵或硫氰酸钠
成熟度:可规模生产
技术类型:发明
应用行业:水利、环境和公共设施管理业
技术简介
一、项目简介 目前国内许多焦化厂采用HPF脱硫脱氰工艺,每天必须外排一部分脱硫废液并补充水分以保持较高的脱硫效率。脱硫废液中含有大量的硫氰酸铵、硫代硫酸铵和硫酸铵等,要经过无害化处理后才能排放,这是环保工作所必需的。由于脱硫废液中的硫氰酸铵难降解,目前焦化厂对此均无较好的处理方法。另一方面,脱硫废液中的硫氰酸铵含量较高,是附加值较高的化工产品。从外排脱硫废液中回收硫氰酸铵,具备一定的经济效益,是资源化处理脱硫废液切实可行的方法。 目前国内工业化处理焦化脱硫废液的技术主要有三大类。 第一类方法是将脱硫废液喷洒到煤场上,掺入炼焦煤中。这样的处理结果不仅增大了炼焦过程的设备腐蚀,增加了焦化脱硫系统的负担,而且废液掺入焦煤中不易做到搅拌均匀而流淌渗入地下水中,特别是阴雨天气时与直接倒入地下水中无差异,严重造成水体污染。但是这类方法简单省事,无须投入,目前还有许多焦化厂是采用此方法在处理脱硫废液,也正在遭到环保部门的严厉制止。 第二类方法是将脱硫废液蒸干水分,得到硫氰酸盐、硫代硫酸盐和硫酸盐的“三合一”固体混盐。但是这些混盐进一步深加工分离出硫氰酸盐的技术尚不成熟,造成焦化厂厂内混盐堆积,形成新的固废。 第三类方法是分步结晶法,是目前发展较快,较为流行的方法。脱硫废液在80℃恒温蒸发浓缩到硫代硫酸盐大量结晶,硫氰酸盐接近饱和溶液时恒温离心分离,然后将母液冷却使硫氰酸盐结晶。总结多年来多家焦化厂实施分步结晶法提取硫氰酸铵的工程实践可以看到:该项目日处理50吨废液的设备投资需要600-900万元,设备使用周期3-5年,投资成本相当高;所提取出的硫氰酸铵产品中硫酸盐和铁大大超过国家标准 HG/T 2154-2004中合格品标准(硫酸盐质量分数98.0%;溶液外观清澈,除微小絮状物外不含不溶物质;水溶液pH值为4.5-6.0;硫酸盐质量分数0.04%;重金属(以Pb计)质量分数0.002%;铁(Fe)质量分数0.0005%;硫化物质量分数0.005%。)。目前绝大多数提盐厂家即使硫氰酸铵的产品纯度达到98%,但硫酸盐含量和铁含量都远远超过国家标准,属于不合格产品。此步骤技术具有独特性,所生产的产品质量和成本也是目前其他厂家尚无法做到的。 三、产品简介及市场竞争 硫氰酸盐用作丙烯睛纤维抽丝溶剂,化学分析试剂,彩色电影胶片冲洗剂,某些植物脱叶剂以及机场道路除莠剂,还用于制药、印染、橡胶处理,黑色镀镍及制造人造芥子油等。目前,国内硫氰酸盐市场容量为15万吨,其中硫氰酸钠为10万吨,价格为8500元/吨;硫氰酸铵3万吨,价格为6000元/吨;其他为硫氰酸钾、硫氰酸钙等2万吨。我国每年硫氰酸盐出口总量约为8万吨。 这些硫氰酸盐产品以前主要由国内近百家化工厂采用化学合成的方法生产,近年来大部分属于提盐公司的产品。 硫氰酸铵是一个已经成熟的产品,市场售价为4000-6000元/吨。化工厂化学合成硫氰酸铵的生产成本不少于6000元/吨,在提盐产品大量冲击市场的压力下大多数已经无法再生产了。国内近百家提盐公司采用浓缩结晶的工艺,硫氰酸铵的生产成本不少于3000元/吨,而且产品基本都没有达到国家标准 HG/T 2154-2004中合格品标准。本项目采用特有的技术,生产成本为2300元/吨,产品硫氰酸铵达到国家标准 HG/T 2154-2004中优质品标准,计划采用3000元/吨进行销售,毛利可达到30%。同样的产品在同一市场销售,采用低于竞争对手成本的价格抢占市场,这是竞争对手所无法承受的。 四、知识产权与环境保护 目前,本项目技术已经相对成熟,可实现工业化批量生产。 本项目技术属于工艺创新,填补了工业化提纯硫氰酸铵的生产技术的空白。本项目技术已经某化工公司完成了工业化生产中试。 本项目技术不使用到任何危险品和有机溶剂,无高温高压,无需蒸汽,无三废污染及排放,“三合一”混盐提取出硫氰酸铵后可以进一步纯化为农用硫铵。本项目具备环保项目性质,享受国家相关优惠政策。 五、本项目技术的特色和承诺 1、投资成本低 本项目技术日处理废液50吨,设备投资只需要170万元,只有分步结晶法的1/5。 2、生产成本廉 本项目技术生产优质硫氰酸铵的综合生产成本为2000-2500元/吨。 3、产品质量优 本项目技术生产的硫氰酸铵产品达到国家标准 HG/T 2154-2004中优质品标准,这是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 4、经济效益佳 本项目技术日处理50吨脱硫废液,产品年产值可达到1500万元,纯利润可达到500万元,这也是目前国内各类脱硫废液提取硫氰酸铵方法尚无法达到的。 六、合作方式可以对焦化厂实施项目总承包,完成“交钥匙”工程,也可以与焦化厂合作,共同投资,共同管理,共同赢利。
涡流除尘器
成熟度:可规模生产
技术类型:实用新型
应用行业:制造业
技术简介
一种涡流除尘器,专利号201520967283.7。 项目简介:煤矿在掘进、开拓、综采工作面和运输皮带转载点作业时,会产生大量的煤(岩)尘,不仅会影响安全生产,而且影响机电设备的使用寿命,更重要的是对操作工人的身心健康造成了严重的伤害,致使得职业病(矽肺病、尘肺病)的人数大幅度上升。洗煤厂和动筛的皮带转载点、石料厂的破碎机、集中供热锅炉的出烟口、涵洞的开拓、公路粉尘的清洁等;都是产生粉尘的集中地,也是污染空气和产生各种疾病的危险源,在局部风机因停电和机械故障不能正常工作时,涡流除尘器可代替其向作业面供风,防止瓦斯积聚、稀释有害气体,消除安全隐患。 项目核心创新点:利用压风驱动、涡轮搅拌、风流旋转驱动原理带动除尘器工作,从而更好地达到除尘效果。 项目详细用途:应用于煤矿井下开拓、涵道开拓、地铁隧道开拓、动筛车间、石料厂、面粉厂、洗煤厂、焦化厂、电氧焊接车间等产尘点。 预期效益说明: 就山西焦煤集团的潜在需求分析 煤矿:现有煤矿99座,需要的产品主要有;电驱动涡流自控除尘器和风驱动涡流除尘器。平均每个矿井下需要27台风驱动涡流自控除尘器和动筛车间需要4台电驱动涡流自控除尘器。合计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器396台。 选煤:现有选煤厂28座,每座选煤厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器168台。 焦化:现有焦化厂5座,每座焦化厂需要6台涡流自控除尘器。合计需要:涡流自控除尘器30台。 电力:现有8座燃煤电厂,平均每座电厂需要5台涡流自控除尘器。合计需要:涡流自控除尘器40台 机加工车间:现有144个,平均每个车间需要2台涡流自控除尘器。合计需要:涡流自控除尘器288台 水泥厂:现有水泥厂3座,平均每座需要8台涡流自控除尘器。合计需要: 涡流自控除尘器24台 统计以上共计需要:风驱动涡流自控除尘器2673台;电驱动涡流自控除尘器946台。 按使用寿命8年计,平均每年的需求量为:风驱动涡流自控除尘器334台;电驱动涡流自控除尘器118台。 两种产品合计效益:产值:2256万元;净利润:887.4万元。 现全国大约有两万座煤矿,预期效益非常可观。
焦炉加热温度智能控制系统
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
我国焦化行业迅速发展,形势要求要把焦化生产大国变成炼焦技术强国。因此对焦炉加热温度智能控制系统的需求十分迫切。焦炉是冶金行业最复杂的炉窖,由于长期受到传统工艺与技术的限制,新技术,新设备应用进展缓慢。我公司总工程师从事焦炉自动化工程服务多年,开发并在焦炉上连续实验了耐高温,抗腐蚀,寿命长一次测温高件的自作定型工作。研发了 XN-99 焦炉加热智能控制系统监控软件,引起了各大焦化厂用户的极大兴趣和关注。我公司已经在包钢焦化厂安装调试的 CC2008COTC 焦炉温度自动控制系统的温度测量功能已于2008年8月15日调试完毕。经8月15日至19日的工艺数据校核和8月25日至26日的精细数据校核,确认系统给出的机,焦两侧的蓄顶空间平均温度与包钢焦化厂正常测温测出的机,焦两侧的立火道平均温度相近,达到系统的设计要求。系统的控制功能已经按照包钢焦化厂的要求进行修改调试完毕,8月27日已实现的“由人工确认的制动控制”功能。开始进入运行期。