找到8项技术成果数据。
找技术 >
航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。

单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
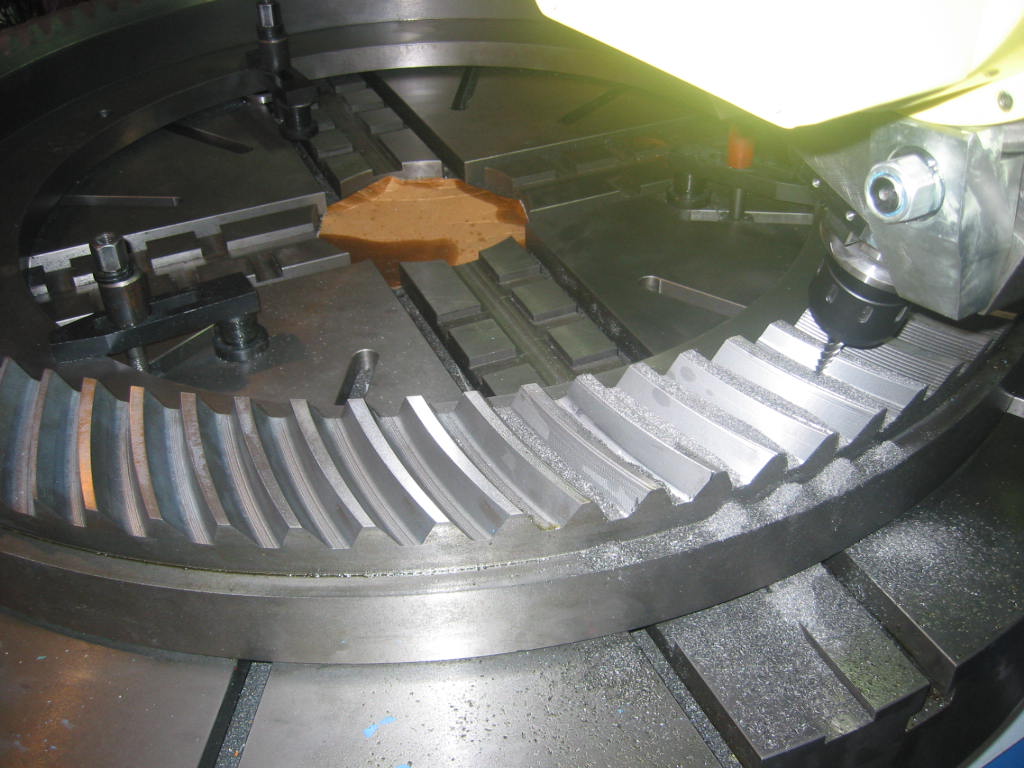
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。



找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。
找到8项技术成果数据。
找技术 >航空发机高精度螺旋伞齿轮国产化试制
成熟度:-
技术类型:-
应用行业:制造业
技术简介
航空发动机高精度螺旋伞齿轮是中国投资12亿元从ROLLS-ROYCE公司引进的具有先进水平的涡轮风扇航空发动机的重要传动零部件。该系列高精度螺旋伞齿轮因航空的特殊要求自成体系,在保证齿轮精度的前提下必须达到通用性,不需成对更换,在加工中必须单个保证质量。该厂试制的十种系列齿轮完全达到了新产品技术的各项技术指标,产品质量处于受控状态,其设备、工装、检测仪器等基本满足生产条件,具备了批量生产的能力,具有英方(英国)多项设计和工艺专利技术,其加工精度高,难度大,产品技术含量高,达到国际先进水平。
单件小批量五轴加工螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:项目简介: 大批量中、小规格的Gleason制螺旋伞齿轮的制造加工效率很高,但生产准备时间很长。但单件小批量的螺旋伞齿轮套用大批量的制造工艺,则响应速度低,制造成本高。 王小椿教授开发的用于解决加工单件小批量螺伞的配套软件。该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,缩短了加工准备周期,减少了刀具的初次投入费用,降低了单件小批量螺旋伞齿轮的制造成本、缩短了制造周期。 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、采用立铣刀的齿轮粗加工CAM模块、采用立铣刀的齿轮精加工CAM模块、采用角度铣刀的齿轮粗加工CAM模块、采用角度铣刀的齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。技术的应用领域前景分析:主要应用范围: 该软件可以利用普通的立铣刀和角度铣刀在五轴联动加工中心上加工高质量的螺旋伞齿轮。效益分析: 该技术可应用于相关企业提升产品效率,具有较大经济效益。厂房条件建议:无备注:合作方式: 具体合作面议。
大直径螺旋伞齿轮制造技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析: 大直径螺伞(指直径超过一米以上的螺伞)的加工问题一直是一个比较困难的问题,其也为一个世界性的难题。目前国内可加工螺伞的最大直径为1.6米,超过1.6米的螺伞都要从国外进口,每对齿轮需要花费几十万元人民币,而且国外对军工用产品实行严格禁运。大直径螺伞可广泛应用在煤炭,石油,矿山,港口机械,钢铁和海上定位系统等场合,解决大直径螺伞的制造问题意义非常重大。 为了解决大规格的螺旋伞齿轮的制造问题,我们开发了一个专用的软件包,可以在五轴联动加工中心上加工高质量的螺旋伞齿轮。采用该软件包加工的螺旋伞齿轮和采用Gleason制铣齿机加工的螺旋伞齿轮具有完全相同的齿面几何参数,保证了样机或维修后的设备与原设计具有完全的同一性。由于采用通用刀具,极大地缩短了加工准备周期,减少了刀具的初次投入费用,大幅度降低了大直径螺旋伞齿轮的制造成本、缩短了制造周期。该软件包的开发突破了国内大直径螺旋伞齿轮制造的瓶颈,填补了国内1.6米以上螺旋伞齿轮制造能力的空白,为许多重型设备的国产化铺平了道路。图中为2007年北京国际机床展览会上陕西秦川机床股份有限公司展出的正在进行加工的直径为1.6米的螺伞,其软件为王小椿教授开发。秦川的机床可以加工最大直径为2.4米的螺伞,而在此之前,世界上也只有德国的一家公司可以加工直径超过1.6米的螺伞,且其最大直径为2.2米。技术的应用领域前景分析: 本软件包包括齿坯设计/齿坯参数输入模块、干涉检验模块、承载能力计算模块、齿轮粗加工CAM模块、齿轮精加工CAM模块和齿面接触分析模块(TCA),可以满足生产、产品开发和设备维修的需要。效益分析: 本软件市场应用范围广,利润丰厚,效益十分可观。厂房条件建议:无备注:无
螺旋伞齿轮测量软件包(伞齿轮计算)功能简介
成熟度:正在研发
技术类型:-
应用行业:信息传输、软件和信息技术服务业
技术简介
技术投资分析: 传统的螺旋伞齿轮测量方法是将一对制造好的螺旋伞齿轮在滚动检验机上进行对滚或直接将其装配到安装位置上进行试运行,通过观察其接触区和听齿轮啮合噪声来判断其是否合格。这种测量方法带有很大的主观性,并且也很难判断制造过程中的误差来源,对于改进产品质量的意义不大。 集约的螺旋伞齿轮的制造需要一套闭环的制造系统,其关键技术就是定量的齿面测量、误差分析和根据测量结果定量地给出机床调整参数的修正值。本软件包就是为了实现上述功能而开发的,并已成为德国LEITZ公司PMM三座标测量机的选配软件模块。 螺旋伞齿轮测量软件包(伞齿轮计算)括齿坯参数输入模块、机床调整参数输入模块、生成测量网格模块、进行网格数据与测量数据比较模块、误差拓扑显示模块、计算机床小调整参数模块和生成机床小调整卡模块。软件包的功能齐全,并且在机床调整误差识别方面具有独特的长处,需要小调整的参数数量少,调整值小,误差修正效果好。 非渐开线插齿刀砂轮修正CAM软件包 螺旋伞齿轮测量软件包(伞齿轮计算)包括磨前凸角、修圆插齿刀,凹圆弧及凸圆弧插齿刀以及用数据形式表示的插齿刀砂轮修正CAM软件。技术的应用领域前景分析: 螺旋伞齿轮在汽车及其它各类机械中有着广泛的应用。效益分析: 本技术市场应用范围广,成本低,利润高,效益可观。厂房条件建议:无备注:无
奥贝球铁汽车后桥螺旋伞齿轮
成熟度:-
技术类型:-
应用行业:制造业
技术简介
项目简介:该科技成果是应用奥贝球铁取代18CrMnTi或20CrMnTi优质合金钢生产汽车后桥螺旋伞齿轮。这种奥贝球铁与钢齿相比机械性能相似,它具有成本低、加工性能好、加工工序少、热处理变形小、传动噪音小、抗磨损和抗擦伤能力好、重量轻等优点。七十年代生产这种齿轮5000余套,使用情况良好。当时有些BJ130型汽车螺旋伞齿轮已跑15万公里,EQ-140型汽车螺旋伞齿轮已跑14万多公里。从装车开始几年累计损坏90余套,占装车总数的2.1%。1993年3月-10月生产BJ130伞齿轮为1400余套,销售使用情况良好。BJ130型奥贝球铁汽车后桥螺旋伞齿轮台架试验平均寿命为13.11万次循环,EQ-140型奥贝球铁伞齿轮台架试验平均寿命为20.33万次循环;均高于日本三菱汽车公司对这种类型货车用后桥螺旋伞齿轮要求的10万次循环。投资及效益分析:年产1万套齿轮的生产规模,共需投资242万元(不含厂房),其中铸造设备28万元,机加工设备187万元,热处理设备10万元,理化计量设备17万元。若是铸造厂投资,只需购置切齿设备,约119万元。所需主要设备:0.5吨中频电炉一台,弧齿铣齿机5台套,淬火炉等。1993年奥贝球铁齿轮出厂价为250元/套,同期,这种齿轮每套成本计算如下:原材料、电力消耗:70元/套;管理费(含工资和加工费):60元/套;产品税:20元/套;共计150元/套,则每套利润为:250-150=100元/套。全年利润:100元/套×1万/年=100万/年。技术转让:合作方式及费用均可面议。
螺旋伞齿轮加工方法(精锻成形)
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮加工方法(精锻成形),是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0.3-0.4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容:(1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标:这种螺旋伞齿轮加工方法属于全新技术,可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测:投产这种螺旋伞齿轮加工方法,需要的设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。 推广方式:技术转让、模具设计、技术服务
螺旋伞齿轮精锻成形技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
螺旋伞齿轮精锻成形成果简介: 螺旋伞齿轮精锻技术是节材、高效、低成本的精密塑性成形技术。该项成果的关键技术是:三浮动新型模具结构、螺伞齿轮精锻工艺方案和工艺参数的计算方法、加工模具型腔所用电极的设计和制造方法。用新型模具在螺旋压力机只需一次打击就将齿轮齿牙全部锻出,模腔完全充满。精锻成形的齿轮锻件无任何飞边和连皮,齿形丰满,齿面留有0。3-0。4毫米精铣余量,无需粗铣即可进行齿形精铣,尺寸和精度满足精铣工艺要求。 技术内容: (1)螺旋伞齿轮精锻新工艺方案、三浮动新型模具结构。(2)螺旋伞齿轮精锻工艺参数计算,包括模具结构参数、模具齿形参数、电极齿形参数、螺旋铣床调整参数等参数计算,从理论和实践上解决了精确补偿热锻件螺旋角变化这一难点和技术关键。(3)打模电极和电极夹具的设计及加工。电极可多次翻新使用,使电极寿命提高10倍以上。(4)高寿命三浮动锻模设计、制造和装配。该模具保证坯料自然准确定位,螺伞齿轮锻件无飞边,模腔完全充满,彻底解决了因锻件有飞边导致模腔充不满这一关键性技术问题。(5)齿轮锻件后续加工的可微调夹具等其余6套工艺装备设计与制造。这些工装更换快,精度高。(6)用新型模具和夹具进行精锻工艺实验和后续加工的工艺实验,工艺参数和工装优化设计。 达到的经济技术指标: 该项新技术可取代螺旋伞齿轮粗铣工艺,精锻成形的齿轮精度达到11MPGB-88,达到粗铣的尺寸和精度,完全满足螺伞齿轮精铣工艺要求;锻件合格率100%;与现行铣削工艺相比,生产效率提高10倍以上;钢材利用率提高25%,加工轮齿的电力消耗降低60%;齿轮加工成本降低30%。 生产条件及市场预测: 设备条件:630吨(2台)、1000吨(2台)、1600(2台)吨螺旋压力机,分别锻外径为180以下、180~220、220~250的螺旋伞齿轮。中频感应加热炉。由于该项技术有关设计和计算参数较为复杂,使用技术的厂家只要提供零件图纸,我们便可以将设计好的模具图纸和后续加工需要的工艺、工装交与生产厂家,并可长期服务。该技术还特别适于盘类零件毛坯的精锻,可最大的节省材料,减少加工工时。经济效益十分显著。
被动螺旋伞齿轮精密模锻工艺
成熟度:-
技术类型:-
应用行业:制造业
技术简介
用精密模锻工艺代替铣齿生产被动螺旋伞齿轮,研究提供了成套技术,并进行批量生产。解决的技术包括:(1)误差来源分析及工艺流程制定;(2)精密模锻工艺中的齿形设计理论;(3)模具的精密电火花加工技术;(4)锻后加工技术;(5)精锻螺旋伞齿轮精度分析。φ145齿轮生产4000件表明,精度达到8级,比铣加工节省材料1/3,生产成本降低25%。