找到112项技术成果数据。
找技术 >
一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。

高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
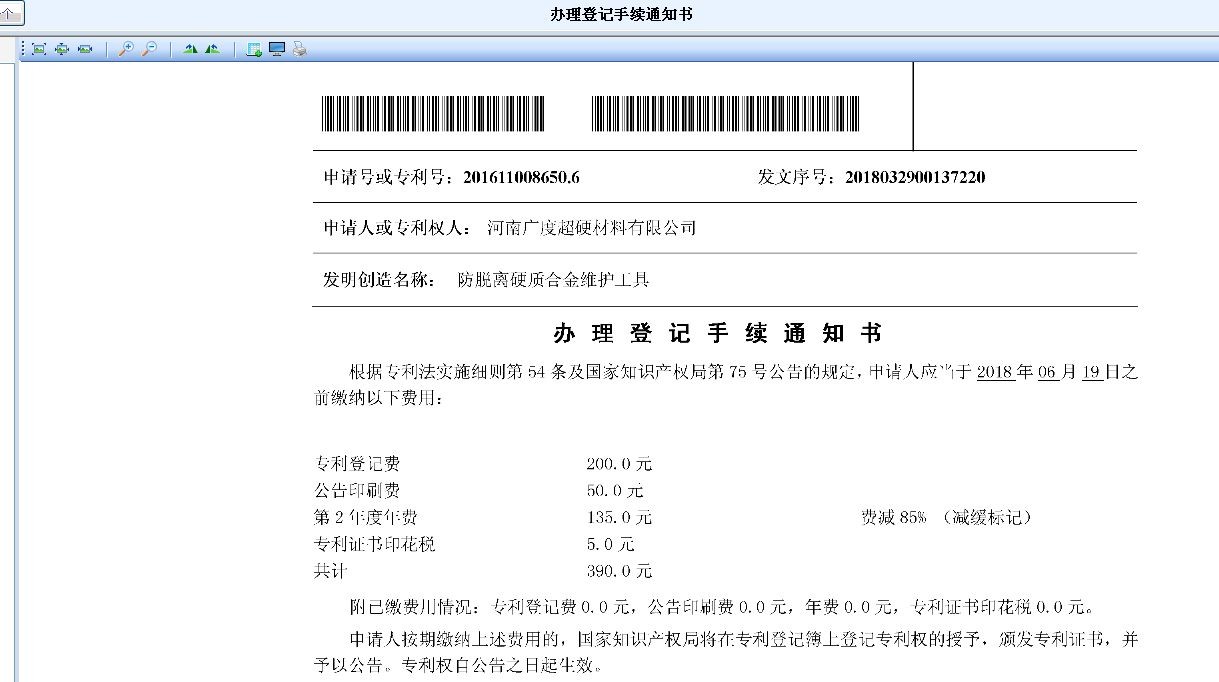
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。




找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。
找到112项技术成果数据。
找技术 >一种碳化钒钛基硬质合金
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明公开了一种碳化钒钛基硬质合金,在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,得到性能更优于钴粘结碳化钨硬质合金的新型硬质合金;该硬质合金所含元素及各元素的质量百分比分别为:V,其含量为39.06-43.65%;Ti,其含量为36.75-41.08%;Fe,其含量为0.5%-5%;C,其含量为9.19-10.27%;余量是钴和杂质。本发明由于新型的硬质合金是在钴粘结碳化钨硬质合金基础上以碳化钒钛代替碳化钨,所以碳化钒钛基硬质合金弥补了钴粘结碳化钨硬质合金的不足,在经济性上更优越。本发明提供了一种性能更优于钴粘结碳化钨硬质合金的新型硬质合金,该硬质合金在机械性能、经济性上更优越。
一种粗晶粒硬质合金材料及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
摘要:本发明公开了一种粗晶粒硬质合金材料及其制备方法,其特征是采用6.0~10.0μm的高碳WC并控制WC的总碳含量在6.13wt%-(1~9)%*Co质量百分数,同时添加0.4~1.0wt%的纳米TiC。利用高碳WC中原位分布的游离碳,以及在高碳WC附近弥散分布的纳米TiC作为双重诱导剂,使硬质合金中WC晶粒的(0001)基面在烧结过程中的择优生长。本发明的粗晶粒硬质合金材料的制备方法可避免对粗颗粒WC原料的依赖,工艺控制简单,利用WC晶粒的择优生长获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于地矿工具、耐磨零件等领域。
一种钛基硬质合金及其制备方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
本发明提供了一种钛基硬质合金及其制备方法。所述方法包括:将6~35份的粘结相金属与65~94份的硬质相碳化物形成混合料;加入成形剂,进行球磨;干燥;成形为压坯;在真空或惰性气体保护下于1450℃~1680℃烧结压坯,得到钛基硬质合金。所述钛基硬质合金的成分按质量百分比计由6~35%的粘结相金属与65~94%的硬质相碳化物构成,粘结相金属由占钛基硬质合金总质量的0.1~2%的钼、铌、铬、铝和钒中的一种或几种以及余量的钛构成,硬质相碳化物为碳化钛和/或碳化钒。本发明具有良好的耐腐蚀性、耐磨性且成本低,适于制作密封和耐磨零件。
基于液相烧结过程的Al2O3/TiC涂层硬质合金制备方法
成熟度:通过小试
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种基于液相烧结过程的Al2O3/TiC涂层硬质合金的制备方法(专利号201410100937.6),其特征在于先采用液相法制备出Al(OH)3/Ti(OH)4核/壳结构溶胶,然后旋涂在经过固相烧结致密度达到85%~95%的硬质合金坯体表面并形成Al2O3/TiO2层,再利用液相烧结过程中的CO气氛与表层发生碳热还原反应使TiO2转化为TiC, 最终制造出Al2O3/TiC涂层硬质合金。本发明工艺过程简单,易于控制,避免了Al2O3/TiC涂层硬质合金制造过程中两种涂层分步气相沉积的问题,以及涂层处理与基体制备分布进行的问题,基于液相烧结过程一步制备出Al2O3/TiC涂层硬质合金。 项目核心创新点:本发明的优点在于:(1)利用液相中异质形核原理,使Ti(OH)4包覆Al(OH)3胶体表面,形成Al(OH)3/Ti(OH)4核/壳结构溶胶,再利用烧结渗碳气氛转化为Al2O3/TiC复合涂层,工艺简单,易于控制,无需要分次气相沉积。(2)硬质合金基体固相烧结后致密度和强度提高,再进行溶胶涂层不会出现表面水解氧化和缺损;而且其固相烧结后基本收缩完全,旋涂后不会因液相烧结时过大的尺寸收缩导致表面涂层的破损。(3)Al2O3/TiC复合涂层呈核/壳结构,有利于提高涂层之间的结合强度。(4)液相烧结过程中以CO为碳源实现表面TiO2向TiC的转化,避免了对硬质合金基体中碳平衡的破坏。(5)基于液相烧结过程,两种涂层无需分布制备,涂层与基体制造过程也结合在一起。 项目详细用途:用于制造切削刀具、耐磨零件等。 预期效益说明:提高生产效率。
高性能硬质合金的研究和应用示范
成熟度:-
技术类型:-
应用行业:制造业
技术简介
通过对亚细、超细硬质合金微观组织结构和烧结过程中的反应热力学和动力学,以及通过添加稀有金属来提升材料的使用性进行深入研究,制备了抗弯强度3506MPa,断裂韧性KIC达到14.3MPa·M-1/2和抗弯强度3354MPa,HRA92.9的硬质合金。针对钛合金、耐热不锈钢、变形高温合金、铸造高温合金等难加工材料,导热系数小,比强度大,切削温度高,易产生加工硬化的特点,结合有限元分析和数值模拟方法,建立数学模型,开发出适应钛合金、高温合金等粗、半精加工的槽型。涂层方面采用高能脉冲磁控溅射(HIPIMS)技术制备新的复合涂层,在其中掺入Si、Cr元素等成分用以提高涂层性能,研究出了适应此类涂层的涂前后表面处理工艺,增强了涂层的膜-基结合力、消解涂层应力,保证了刀具刃口的锋利性。 开发出了两个硬质合金牌号和10余种型号的硬质合金刀具,并应于航空发动机、燃汽轮机、核电管板等的加工领域,刀具的使用性能达到国外同类刀片切削性能90%以上,已实现销售收入434万元。
ST陶瓷刀片
成熟度:正在研发
技术类型:-
应用行业:采矿业
技术简介
ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。刀片硬度HRA93 -94,断裂韧性7-8MPa ,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米分钟,在国际上未见有先例报道。ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。切削速率为硬质合金刀具的3-4倍。其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。●应用范围ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。●经济效益及市场分析主要设备投资:300万元-450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。水电等消耗:250Kw,用循环水冷却设备,无环境污染。
集成电路板(PCB)微型纳米晶硬质合金钻头
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
微型纳米晶硬质合金钻头成果简介 针对微钻在使用过程中失效的主要形式和原因,纳米粉在烧结成微钻硬质合金的过程中,出现 WC晶粒异常长大,带来性能的明显降低这个问题,研究了添加特种晶粒长大抑制剂的作用和烧结过程优化研究。现已能批量生产Ф3。75标准微钻生产用纳米晶硬质合金棒材,该棒材强度高、硬度高、寿命长、加工性能好、实物质量水平已达同类产品(三菱、东芝、SANDVICK)的先进水平。 主要技术指标 横断面弯曲强度TRS/MPa≥3500 硬度/HRA≥92。5 WC晶粒度/μm﹤400nm 金相组织为A02B00C00 密度p /g/cm≥14。4 应用领域及市场需求分析 硬质合金生产厂家生产纳米硬质合金制品,特别是为国内需求量巨大的高密度印制电路板钻孔用微钻的硬质合金棒材的生产。 2005年消耗量超过 1000万只的 PCB企业有 16家,超过 500万只的企业近40家。国内 PCB 行业 2005年消耗微钻总量在 4 亿只以上,采购资金超过 40亿元,微钻使用寿命短和钻机换刀频繁已成为制约整个 PCB 业提升利润空间和产出效率的瓶颈。市场迫切需要钻孔质量好、使用寿命高、价格适中的 PCB 微钻产品。目前国内 PCB 微钻生产用硬质合金棒材每年需求量约 200 万公斤,一半以上需要进口,需求量巨大。
耐磨、耐蚀零件的三元硼化物硬质合金覆层制备技术
成熟度:正在研发
技术类型:-
应用行业:制造业
技术简介
技术投资分析:本技术以显著提高机械设备零部件或工程材料的耐磨性为目的,采用真空液相烧结工艺在钢基体表面制备三元硼化物硬质合金覆层。本技术是利用国产的各种金属、合金粉末原料,加入料浆添加剂制备成料浆,喷涂到钢基零部件表面,然后采用真空液相烧结工艺,在钢基体表面制备三元硼化物硬质合金覆层。在高温(约1200℃)液相烧结过程中,利用原料粉末之间的原位化学反应形成三元硼化物陶瓷硬质相;覆层中所形成的共晶液相,一方面与钢基体润湿,并在冷却后使覆层与钢基体之间产生牢固的冶金结合,另一方面通过毛细管力作用使得覆层材料充分致密化,冷却后形成均匀、致密、平滑、坚硬、耐磨损、耐腐蚀的表面硬质覆层。利用覆层材料中的三元硼化物陶瓷硬质相大幅度提高零部件表面的耐磨性(覆层硬度≥HRA86);通过调整覆层材料中鉄基粘结相的组成,可以使零部件在保持高耐磨性的同时,大幅度提高耐腐蚀性;覆层比重小(≈8.25g/cm3,YG系硬质合金一般≥13g/cm3),对覆层零件的增重小;覆层的热膨胀系数与钢基体很相近,制成零部件后形成的热应力小;覆层材料的可加工性能好,还可以进行热处理;并且覆层材料制备的工艺过程比较简单;对基体材料外形结构的适应性强;覆层厚度易于控制;原料易购,成本较低。技术的应用领域前景分析:适应于钢铁、冶金、矿山、建材、化工、煤炭、电力、工程机械、农机等各行业所涉及到的各种承受强烈磨损作用的机械设备零部件和工程材料。效益分析:本技术将廉价的普通钢材(如Q235、Q345、45#钢等)进行覆层处理,大幅度提高零部件的耐磨性和耐腐蚀性,从而显著提高零部件的使用可靠性、使用寿命和主机运行效率,替代各种用于磨损和腐蚀工况的昂贵的高级耐磨材料(包括硬质合金),经济效益显著。厂房条件建议:设备投资约50万元,主要是购置使用温度≥1300℃的真空烧结炉;若已有真空炉,则设备投资仅需5~10万元;生产厂房200~300平米;电力装机容量80~120KW(依据真空烧结炉大小而定);生产人员5~8人;原料成本约300~400元/kg覆层,制备1m2厚度为0.2mm的覆层约需覆层材料1.75kg;烧成成本根据烧结炉产量和电力消耗核算;流动资金8~10万元。备注:本项目的前期研发由国家自然科学基金、山东省优秀中青年科学家科技奖励基金、山东省教育厅科技计划重点项目和济南市科技攻关项目资助。
一种硬质合金与钢的无中间层扩散连接方法
成熟度:正在研发
技术类型:发明
应用行业:制造业
技术简介
项目简介:本发明公开了一种硬质合金与钢的无钎料扩散连接方法(专利号201310107982.X),其特征是先利用10~40 wt%过量丁钠橡胶与硬质合金原料粉末均匀混合,形成丁钠橡胶包覆硬质合金粉末;在通过调节粉末填充量压制成孔隙度为55~80%的生坯;然后将钢放入多孔隙硬质合金生坯的中部空腔中,一起进行液相烧结;在1300℃~1440℃高温烧结过程中生坯的孔隙尺寸减小数量减少,烧结体中的孔隙度为25~50%;继续升高温度到1450℃~1600℃使钢熔化,钢液体扩散到硬质合金中并填充到硬质合金内部的连续孔隙中,二者之间形成冶金结合具有高的结合强度。本发明具有硬质合金烧结与扩散连接结合、无活性中间层,工艺简单;钢金属相的分布从硬质合金内部贯穿到碳钢中,扩散充分、残余应力低,结合强度高的优点。 项目核心创新点:(1) 加入过量丁钠橡胶,以及调节粉末填充重量相结合的方式相结合在金属陶瓷中形成连续孔隙。(2) 硬质合金基体的液相烧结及其与钢之间的扩散连接过程相结合,而且扩散连接无需外加压力或活性中间层,工艺过程简单。(3) 硬质合金与碳钢的扩散连接过程中,硬质合金为多孔结构,碳钢为液相。一方面钢与硬质合金之间发生元素扩散,另一方面钢会填充硬质合金内部的连续孔隙,因此钢金属相的分布从硬质合金内部贯穿到碳钢中,二者之间形成冶金结合具有高的结合强度。硬质合金与与碳钢的扩散连接过程在高温真空下进行,扩散时间充分,有利于接头形成;扩散连接完成后的冷却速度缓慢,热残余应力低,因此结合强度高。 项目详细用途:制造复合材料、耐磨零件,焊接新技术。 预期效益说明:提高生产效率
防脱离硬质合金维护工具(授权未交费)
成熟度:正在研发
技术类型:发明
应用行业:租赁和商务服务业,制造业
技术简介
本发明涉足五金工具、超硬材料领域,具体为高压高温锅炉上的专用维护工具。 高压高温锅炉上的专用维护工具包括沟通杆,贱金属主体,倾斜面,渗透安装孔和合金组件,沟通杆在下部连接贱金属主体,倾斜面设置在贱金属主体的上部边缘,渗透安装孔设置在倾斜面上,合金组件嵌入渗透安装孔内部,合金组件包括中空套筒,超硬芯体和连接轴总成,超硬芯体套接在中空套筒内部并与连接轴总成固定连接。高压高温锅炉上的专用维护工具渗透安装孔和中空套筒的设置,可能双重对超硬芯体进行保护,防止超硬芯体由于热膨胀系数差异导致的脱落问题,倾斜面的设置,有利用将炉内直冲压力向一侧转移,降低压力系数。