整个冻干过程可分为三个阶段,第一阶段是预冻,主要是液体状态的样品在低温下固化,相对于干燥,耗时较少,通常需要几个到十几个小时,时长需要根据配方情况,灌装量来摸索。第二个阶段是主干燥(一次干燥),将第一阶段固体的冰在真空条件下直接升华为气态而去除,关键参数为产品温度,此阶段耗时较长,通常为1-7天,不同的配方时间不相同。通过主干燥基本上可以去除95%的水分,样品中还会有一些结合状态的水分,以化学氢键的形式存在的,所以要进行第三阶段是次级干燥(二次干燥),进一步去除结合态的水分,决定最终样品的含水量,本阶段干燥要破坏氢键,二次干燥的温度会比较高,提供足够的能量,使化学键破坏,水分游离出来而去除,此阶段耗时较短,通常是几小时到十几个小时。根据具体的配方和产品对含水量的要求进行优化。冻干过程可以控制的参数有真空度、隔板温度、时间,最终控制产品的质量,生产出符合质量要求的产品。
总的来说整个冻干过程是一个传热和传质的结合过程,关键参数就是产品温度,产品温度会影响到最终产品的质量,预冻过程中有几个关键的温度,共晶点温度、玻璃态转化温度,在主干燥的时候根据塌陷温度设定的目标温度,通过控制产品温度来控制产品的质量。最终产品质量包括外观、活性、稳定性、残留水分、复水性能等。
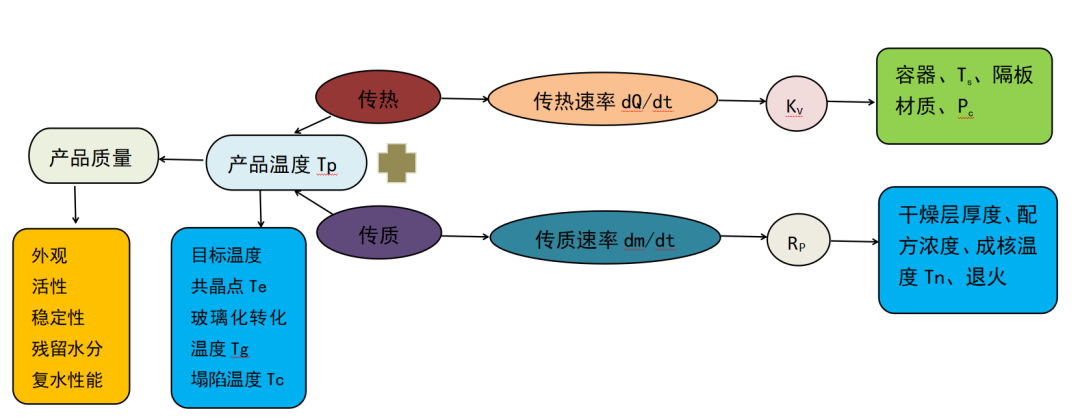
传热靠板层传递热量给产品,供产品进行升华,板层提供的热量有多少能被样品吸收,有一个概念叫传热速率,单位时间内板层传给样品的热量。KV值相当于传热系数,与西林瓶外径、传热系数、层板温度、样品温度等对传热高速率有影响。
传质是板层提供的热量要用于水或冰的升华,将层板上的热量带走,传质速率跟升华过程中的阻力有一定的关系,阻力越大传热越慢,阻力越小传热越快,影响传质速度Rp值的因素有干燥层厚度、配方浓度、成核温度、退火都会影响。
冻干工艺开发需要考虑的因素之一冻干的配方
确定处方中辅料与活性成分的比例,冻干过程中加入的赋形剂、保护剂、缓冲液、稳定剂等,这些比例对最终产品可冻干性的影响,会影响冻干后最终活性成分的质量。这个过程我们要进行小规模的研究来筛选配方,最终确定稳定的冻干配方。冻干之前还要确定两个温度,预冻过程中或主干燥过程中共晶点温度和玻璃化转变温度,通常采用DSC差示扫描量热仪去检测。另外主干燥过程中塌陷温度Tc可以使用冻干显微镜来进行检测。这是在冻干艺开发之前需要确定的一些配方的性能。
冻干机的最大升华能力
在工艺开发的时候也要兼顾到生产的要求,每一型冻干机均有最大升华速率的限制,影响因素包括制冷能力、冻阱比表面积、层板的最高温度、产品腔与冷阱之间通道的直径等。现在绝大多数的冻干机为外置式冷阱,升华速率受通道中声速的限制,当水蒸气产生的速度达到或接受声速时,会发生气流受阻的现象,整个腔体真空会失控,导致水蒸气不能及时流到冷阱中,会积在腔体中,层板提供的热量不能及时被样品升华带走,这时会造成产品温度上升,对最终产品质量有影响。此时最大升华速率与冷阱的压力无关,与产品腔压力呈线性关系。
在放大生产时,由气流受阻造成设备能力限制为一种不确定的影响因素,特别是对于主干燥过程中目标温度较高的样品或升华阻力较低的样品,或两条件都具备的样品。所以有必要确定设备的升华能力。目前升华能力测试方法的两种,最小可控压力法和气流受阻点方法。可以采用测重量的方法检测,在不同真空度测试重量测升华速率,这种方法比较耗时,需要大量的试验,现在比较先进的方法像MTM技术可以通过一次试验即可获得数据。
西林瓶的传热系数
工艺开发过程中,影响产品温度的一个关键因素,传热分为三种形式,直接传热式,西林瓶与板层直接接触,进行热量传递,不受腔体压力的影响,只跟西林瓶底部的几何形状有关系,底部越平传热能力越好。第二个是气体的传导,受压力的影响,腔体中气体对流的传导,压力如果抽到真空时,腔体中是没有气体分子的,会影响传热。第三个是执辐射,不受压力的影响,跟发身率有关,取决于材料表面特质,产品腔的结构也会对热辐射系数有一定的影响。
干燥层阻力
工艺开发过程中,影响产品温度的另一个关键因素,干燥层阻力会影响升华速率,阻力太大层板提供的热量不能及时被溶剂升华所带走,会造成产品温度上升,会影响终产品质量。另外通过阻力数据判断冻干过程中发现的情况,比如说样品在预冻过程状态,它的过冷度。高的过冷度形成的冰晶体较小,低的过冷度形成的冰晶体较大。主干燥时是从上而下干燥,
随着干燥层的增加,阻力值呈线性的关系直接上升,可在主干燥过程中根据阻力上升趋情况判断样品冻干时发生了那些情况,如塌陷、结壳现象的发生。
影响干燥层阻力的因素有配方浓度、灌装高度、成核温度、加入退火步骤或采用成核控制技术、预冻速度、西林瓶的尺寸和制造工艺不同,如管制瓶和模制瓶,影响冻结速度。
本文来自微信公众号【生物医药工程智库】,博普智库专栏作者-真-刘贺煜
本文来自微信公众号【生物医药工程智库】,未经许可谢绝二次转载至其他网站。